Effects of Annealing Temperature on Properties of Unfired Brass Cartridge Cases
by G. Chambers, Ballistic Recreations
First Published October 29, 2021
Introduction
Cartridge cases are manufactured by deep drawing, a process that imparts considerable
cold deformation to the material. If left in the as-drawn condition, cases are susceptible
to cracking in storage by the mechanism of stress-corrosion cracking. Most, if not all,
manufacturers choose to apply a short duration anneal to the neck and shoulder of each
case to reduce residual stresses and mitigate potential for cracking. Typically this process
is neither long enough time nor sufficient temperature to produce a fully annealed
structure, rather the material is only partially recrystallized and retains significant work
hardening and deformation.
Reloaders often incorporate annealing as part of the handloading process, and it is
desirable to know how brass that has been fired responds to thermal treatments.
However, given that the factory anneal is usually incomplete it stands to reason that some
of the response to annealing will be due to the factory condition rather than whatever
stresses and deformation were induced by reuse. Most metallurgical reference texts are
of little use in predicting outcomes as they typically base their information on equilibrium
conditions obtained by long duration thermal treatments of full specimens in temperature
stable ovens, conditions very different from the short-duration, localized application of
heat used in annealing cartridge cases. Moreover commercial ammunition manufacturers
are typically somewhat circumspect about releasing details on their processes, and the
temperature of the neck anneal is often unknown. Hence I decided to do a test of
annealing on new brass to provide some baseline of annealing effects on unused brass so
that those could be differentiated from effects on reloaded brass in future tests.
Test Procedure
Cases were obtained by disassembling Federal American Eagle ammunition in .223 Remington caliber. Disassembly included removal of the primer so that air could flow through the flash hole during annealing.


Each case was annealed by immersing the mouth end of the case into a temperature-controlled molten salt bath to a depth of approximately 10mm for a period of six seconds. This depth was sufficient to immerse the complete neck, shoulder, and about 3mm of the case body. Cases were immersed by standing mouth down in the annealing fixture, with insertion and removal by hand and using a running stopwatch as a timing guide. Following the six-second immersion each case was quickly tapped on the fixture top plate to knock out as much salt as possible then immediately dropped into a pail of ambient temperature water.
Because molten salts have limited windows of safe and effective operation, two salt bath systems were used to cover the full range desired. Bath temperature was controlled by an Autonics PID controller for both systems. A blend of nitrate salts sold by Ballistic Recreations was used for temperatures up to and including 550°C, in conjunction with a Lee Precision Melter pot with the factory thermostat removed. For temperatures from 550° up to 800°, a proprietary high-temperature salt blend was used, along with a custom made salt pot heated by an electrical resistance element. Though the latter salt is reasonably effective for study purposes, it has some rather inconvenient properties that make it unsafe and impractical for routine annealing, and as such it is not offered for sale.

After removal from the quench water cases were flushed with clean tap water to ensure all salt was removed. Transverse sections of each case were prepared by cutting the case about 10mm below the shoulder, mounting the front piece in a block of epoxy, and grinding back to approximately the mid-point of the neck. In addition to the cases that had been annealed, one case in the as-received condition was also examined in the same way to serve as a baseline.
Test Results
The case that was annealed at 350° did not show any perceptible discolouration around the neck and shoulder, but all other annealed cases did. Migration distance of heat tint into the body of the 550° case annealed in nitrate salts appeared to be roughly equivalent to that of the 650° case, suggesting that the heat transfer coefficient of the nitrate salt might be higher than that of the high temp salts.


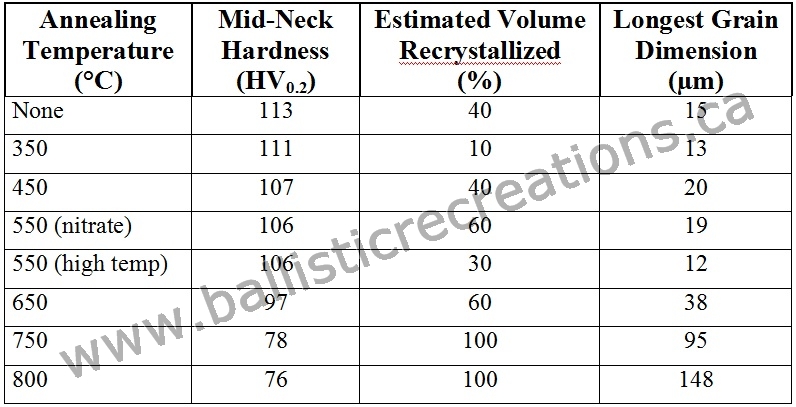
Hardness testing was carried out using a Vickers microhardness tester set to the 0.2kg load scale (HV0.2). Three or four indents were made on the section of each case, and the results averaged to give the data shown in the table.
After hardness testing, each sample was polished to a fine surface and etched with ammonium hydroxide + hydrogen peroxide solution to reveal the microstructure. By visual estimate about 40% of the material volume of the as-received case was newly formed grains. The largest grains observed were about 15µm across the longest dimension. Volume of recrystallized material showed a great deal of variation until full recrystallization was attained at 750°. Grain measurements were reliably in the range of 10-20µm until annealing temperature reached 650°, at which point they began to increase steadily.








Discussion
Consistent with what I have seen from other brands and calibers of bottleneck rifle cartridges, the cases examined for this test were only incompletely annealed at the factory. Material hardness was elevated compared to any of the numbers published in ASTM B36 for annealed brass flat products, while microstructurally less than 50% of the material had recrystallized and grain sizes were universally small. The hardness and grain size results were plotted on a graph as shown:

These results show two zones of annealing response. The first is a region characterized by minor amounts of softening and grain growth. Some softening does seem perceptible even at the lowest test temperature of 350°C, however the change is very slight and approaches the repeatability limit of the Vickers test method. At 450° the response is fully realized and thereafter no further softening or grain size change is observed until temperatures exceed 550°.
At some point between 550° and 650° the annealing response changes dramatically. Softening and grain growth increase rapidly with temperature, as does the volume of recrystallized material. Six seconds at 750° is sufficient to create a fully recrystallized microstructure with coarse grain size, and grain growth continues from there, though the drop in hardness has begun to level off. Presumably, beyond this point hardness will be governed by grain size in accordance with the Hall-Petch equation. Although I am not aware of any studies on the effect of large grain size on shooting and reloading brass cases specifically, large grains are known to reduce strength and toughness and create formability issues, and are therefore generally avoided in industry.
I hypothesize that the dramatic increase in softening and grain growth was triggered when the annealing temperature of this test exceeded the annealing temperature of the factory process. During the factory anneal the brass probably reached a temperature just above 550°, and most of the potential response at that temperature occurred at that time, causing the significant amount of recrystallization that was apparent in the as-received samples. It is well established that thermal treatments that do not exceed the temperature of prior treatments have little effect on the material, thus no pronounced changes were observed in this test until that threshold was crossed. The minor responses at low temperatures can probably be attributed to stress relief / reduction of work hardening that was caused by the loading process subsequent to factory annealing, in particular loading the bullet; or to the non-equilibrium condition resulting from the presumably short-term nature of the factory anneal.
The use of salts of different compositions to cover the full annealing range was necessary but did introduce some uncertainty. The test did include cases annealed in both media at 550° in an attempt to control for any differences in heat transfer properties. The hardness values correlated extremely well, but some differences in appearance and grain size evaluation suggest that results of salt bath annealing may indeed vary somewhat with salt composition.
Conclusion
The characteristics of factory loaded, never fired .223 Remington calibre cartridge cases manufactured by Federal Ammunition were examined, and the response to annealing at various temperatures studied. From the factory, the cases were found to have been partially annealed to relieve stresses and create a minor fraction of recrystallized fine grains. This is similar to what I have observed in other brands and calibers of bottleneck cartridge cases.
Upon further annealing, responses were of two distinct types. Six second immersion anneals at temperatures up to 550°C produced only minor softening and grain growth, and no conclusive appearance of new crystals. At 650° and upwards recrystallization, grain growth and softening increased rapidly. The microstructure was 100% recrystallized at the 750° mark, with coarse grain size that continued to grow with rising temperatures.
It is hypothesized that the final neck anneal of the cases at the factory was conducted at a temperature between 550° and 650°, and in the absence of subsequent cold work further progression through the annealing stages was not possible until the temperature of that factory anneal was exceeded. Once that threshold was crossed the material responded rapidly to rising temperatures, and by 750° was fully recrystallized with low hardness and coarse grain structure.
gc 2021/10/29