Cold Work As a Failure Mechanism in Reloaded Brass Cartridge Cases
Gary Chambers
September 27, 2019
Background
In order to understand how annealing can help mitigate some of the problems reloaders encounter, we must first understand the problems themselves. The best established reason for annealing is to extend case life. Case neck annealing was first instituted at major ammunition plants around the world a century ago to alleviate the issue of longitudinal cracking of the case necks in storage. This problem was known at the time as “season cracking” but is now considered to be just one example of stress-corrosion cracking, a major corrosion mechanism that causes billions of dollars in losses to industrial, military and transportation equipment around the world, each year.
Within the last 50 years the practice of case annealing at home has become commonly recommended so that the handloader can increase the number of uses that can be had from each case. The explanation has typically been that repeated cold working of the case, both in the chamber of the gun and in reloading dies, results in embrittlement of the brass due to work hardening, and that annealing of the case neck will soften the case and mitigate this issue. Unlike the factory issue of stress-corrosion cracking, which was worked out by dozens of researchers who presented hundreds of reports detailing thousands of conducted experiments, the theories of how annealing might affect reloaded cartridge cases have gone largely untested in the real world.
This experiment is intended to introduce the topic of how annealing can help the reloader by illustrating the life cycle of brass cartridge cases when annealing is not a part of the reloading cycle. The goals are to reload and fire a batch of cases until all cases have failed, to illustrate how long cases may be expected to last, to show how they fail, and to evaluate how much work hardening they can tolerate.
Procedure

For this test a group of ten brass cases of calibre .223 Remington were used. Cases were Hornady brand (lot# 4151354), new and unprimed. All loading was done on a Hornady Lock-n-Load AP progressive press, using a new Hornady die set with full length resizing die. The reloading press was mounted onto a bench that telescoped out of the bed of a pickup truck, so that all loading operations could be conducted on the tailgate. The truck was parked at the range as close as was practicable to the shooting benches, so that loading and firing of the cartridges could be done as expeditiously as possible.
Other components for this test included Winchester small rifle primers, Hodgdon H335 powder, and Hornady 55 grain (3.6g) full metal jacket bullet. Powder charge was the maximum shown on the Hodgdon website for a 55 grain bullet in the .223 Remington cartridge.
At each loading, the procedure was to inspect each case for damage. If a case was found to exhibit a visually apparent failure the case was removed from the test, and the test carried on with a reduced number of cases. The next inspection was an attempt to pass it through the jaws of a dial caliper that was set to 44.7mm, if the case failed to pass through the jaws it was trimmed and deburred.
After the caliper test each case was placed onto a lube pad then run through the loading process. The press was used in the usual progressive fashion, with sizing and neck expansion at station 1 upstroke, priming at station 1 downstroke, powder drop at station 3, and bullet seating at station 4. Cartridge overall length was 57.0mm, with no crimp applied.
All firing was conducted in a semi-automatic AR-15 rifle configured similarly to an M16A1, with a Colt barrel believed to have been manufactured in the early to mid 1970s (1:12” twist rate, chromed chamber and bore). All shots were fired over a Chrony Master Gamma chronograph. The test cycle repeated until all ten cases had failed in some manner.

Results and Observations
The entire test was conducted in a little over 4 hours, with 201 rounds loaded and fired. All cases eventually failed due to longitudinal splits in the neck.
The first failures were noted after the 10th firing, with 3 cases exhibiting gaping V-shaped splits that extended 1mm to 1.5mm from the case mouth.

The next failure was noted after the 19th firing, and was again a gaping V-shaped split, extending almost 2mm from the case mouth.

A case failed on the 23rd firing with a split that extended 2mm from the case mouth. The crack in this case exhibited a “fish mouth” morphology, with the maximum gape occurring along a 0.4mm long straight section about 1.1mm from the case mouth. Towards each end the crack transitioned to a curvilinear fracture path.
After the 24th firing, 2 cases were observed to have tight cracks, each about 1.5mm long. The cracks extended from about the mid-length portion of the neck to within 0.5mm of the mouth, but material at the mouth remained intact.
Cases found to be cracked after the 25th and 27th firings exhibited gaping cracks about 2.5mm long that extended from the mid-length portion of the neck right to the case mouth, with one fracturing through while the other had just a small ligament remaining.

The final case cracked after the 29th firing, with a 1.5mm gaping split that extended from the mid-length portion of the neck back to the neck-shoulder junction.
Results of the caliper test were not recorded, but subjectively I recall that trimming was rarely necessary. No cases required trimming until nearly the 10th firing, and at the conclusion of the test I doubt I had gone to the trimmer on as many as ten occasions.
The chronograph successfully recorded most shots fired, though two shots failed to register velocities in the 17th firing cycle and one more in the 23rd. Additionally the data recorded in cycles 7, 8 and 9 was clearly erratic, suggesting that the position of the sun played havoc with the sensors for a few minutes. That data was excluded from the subsequent analysis.
In total the average for 168 shots recorded was 912m/s. This velocity is significantly lower than the 990m/s typically specified for 55-grain FMJ military ammunition in this type of rifle. Velocity averages for each cycle were quite consistent throughout the test. Extreme spread and standard deviation within each cycle are included in the accompanying chart up to the 22nd cycle, after which the shrinking number of cases remaining in the test made this data less and less statistically meaningful. A superimposed trendline suggests that these measures drifted downward with an increasing number of firings.

The case that had been fired 27 times to failure was subjected to a simple test to evaluate remaining ductility. The case neck was cut off with a hacksaw at the lower edge of the shoulder, then a saw cut was made through one side of the resulting ring. Pliers and a flat surface were used to flatten the ring out, and to reverse the bend to roughly form a ring again, with the former inside now on the outside. No difficulty was encountered performing this test, the existing cracks did not extend greatly and no new cracks appeared. Additionally, I dug into the scrap brass bin I keep in my reloading room and pulled out 11 more cases that exhibited split necks. There were five .223 Remington, five .308 Winchester and one .250 Savage cases in the mix. The loading and firing history of these cases is essentially unknown, other than they all developed various numbers of longitudinal cracks during routine use in my guns, including short and long cracks, tight and gaping cracks, and straight and jagged cracks. These cases were all subjected to the above ductility test, being made at least flat, and in most cases reverse bent, again with no new cracks appearing.






Selected cases were submitted to a commercial testing laboratory for metallographic examination and hardness testing. These included an unfired case from the same lot as those used for the firing test, and the cases that failed on the 10th and 29th firings of the firing test. Again two random cases from my scrap brass bin were added to the group, a .223 Remington and a .308 Winchester, again with essentially unknown life histories.
Hardness testing was conducted using the Vickers microhardness method with 300g load. Case necks were cut from the bodies, mounted in epoxy pucks and ground down to present a transverse section of the neck in an area that had cracked. Three hardness indents were placed along the centerline of the neck wall thickness, and the results average to produce the results shown in the table.

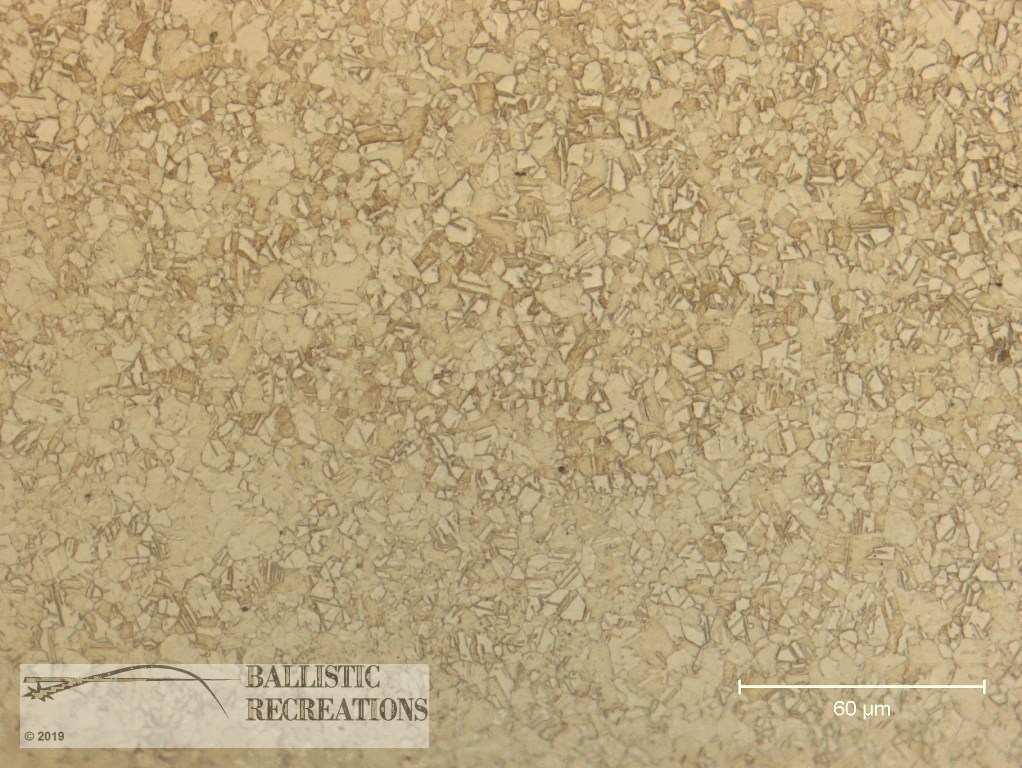
The samples were polished and etched with a solution of ammonium hydroxide + hydrogen peroxide in distilled water. The unfired case exhibited a microstructure of equiaxed crystals with diameters approximately 3-7µm. Straight annealing twins were evident in many of the crystals.
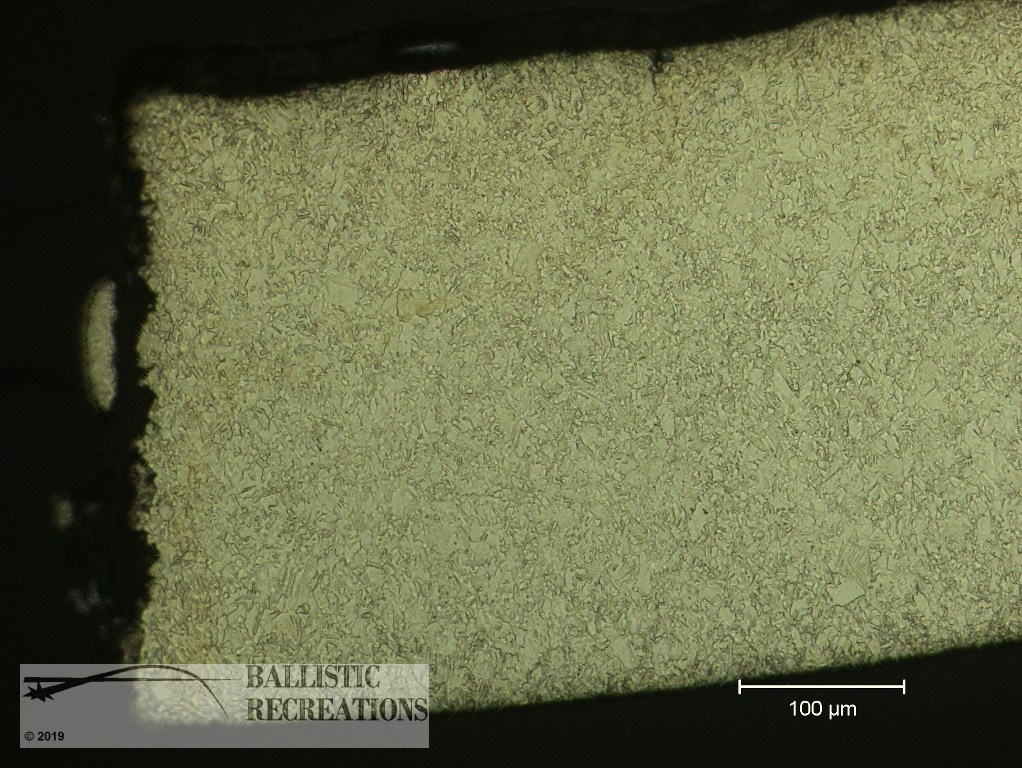
The case that had been fired 10 times exhibited localized and pronounced necking in the area of the neck split. Fracture surfaces consisted of a series of 45° angles in a cup-and-cone pattern.

The case that split on the 29th firing exhibited a 45° slanted fissure through the neck wall. Corners of the fracture surface were rounded off which may have been due to erosion by escaping gas. The material around the fissure appeared to exhibit some localized reduction of area.

The .223 case from the scrap bin exhibited a jagged fracture that extended straight through the neck wall, with only a small zone of necking at the OD surface.

200x Magnification.
The .308 case from the scrap bin also exhibited a jagged fracture extending straight through the wall. No necking was apparent. A pit with a small, sharp crack extending from it was also noted on the ID surface of the neck.
200x Magnification.
Discussion of Results
The intent of the test parameters was to produce as much cold work with each load-fire cycle as practical, using a rifle with a chamber that was expected to be generous, and dies that would impart a relatively large amount of work to the case. The intent was also to use a load that would run near maximum pressures, however the low velocities obtained and the lack of necessity to trim suggests that the data used was rather conservative. Certainly there were no indications of excessive pressure noted in the fired cases. Despite not being at maximum pressure, the load used was certainly well within the range of practical usage for the .223 Remington cartridge.
Velocity data indicated that average velocity was not impacted by the increasing number of firings on the cases. Extreme spread and standard deviation numbers showed minor improvement with increased firings until the shrinking population size made these numbers unreliable.
Under the parameters of the test, case life was typically quite long, with over 20 firings on average from each case. The three cases that failed on the 10th firing seem to be outliers, and if they are eliminated from consideration the other cases gave more than 24 firings on average. The great majority of reloaders would probably be happy with this kind of case life, however many report that in normal use they don’t see anywhere near 20 firings per case, and in my own experience I have regularly seen cases fail with much less use. As an example, I do not shoot my .250 calibre Savage 99 all that often, and I doubt very much any case in my stash has been fired as many as six times, yet one with a cracked neck was found in the scrap bin.
The first cases to split exhibited short, gaping V-shaped cracks at the case mouth, and as the number of firings increased the resultant cracks generally became tighter and shifted further down into the neck. In comparison, of a baker’s dozen random, real-world failures pulled from my scrap brass bucket none exhibited short, gaping V-shaped cracks at the case mouth. About half did exhibit short, tight cracks contained within the mid or upper portions of the case neck, but the other half exhibited long, gaping, straight or jagged cracks rather unlike anything seen in the test cases. Several also exhibited multiple cracks, something that again was not seen in the test cases.
The variety in case life spans and failure morphologies strongly suggests that contrary to the single failure mechanism of embrittlement due to cold work described in most handloading guides since World war II, in practical use there are multiple mechanisms that may lead to case neck cracks. And it follows that any shooter who is experiencing case neck splits within fewer than about 20 loadings probably should not attribute the failures to work hardening.
Hardness testing indicated that some work hardening did indeed occur with the test cases, but most of the hardening effect was realized by the 10th firing and did not increase dramatically from there. Hardnesses over 180 HV were evidently not detrimental as most cases survived an additional 10+ firings after attaining this level. In contrast, cases pulled from the scrap bin with cracked necks exhibited hardnesses of 160 to 170 HV, indicating that high hardness was not a prerequisite to failure.
All the cases examined from both the test case group and the real world scrap bin demonstrated significant remaining ductility. This was confirmed by metallographic examination that showed that cases cold worked to failure in the test exhibited material necking around the failure and fracture on shear planes. This is a stark contradiction of the familiar information that cold work experienced during loading and firing makes brass brittle. Even cases that had cracks with a distinctly brittle appearance (straight or jagged cracks with no deformation or reduction of area in surrounding material) were able to pass a reverse bending test easily. This is significant, as cracking that exhibits a brittle appearance in material that retains good ductility is a classic indicator of stress-corrosion cracking (SCC).
As mentioned in the introduction, SCC is a corrosion mechanism that is pervasive in our industrialized world. Extensive research has found that SCC occurs when a specific corrosive environment attacks a specific material while that material is under sustained tensile stresses. In the case of the specific material of cartridge brass, there are multiple specific corrodents including mercury, ammonia and products of nitrogen combustion that are known to lead to SCC. If one of those environments is present while a brass case is under stress at some threshold level it will be susceptible to cracking. As it is a corrosion mechanism SCC takes some time to occur, and the short duration of this test precluded its development in any of the test cases. In practical use SCC is known to develop within days, and results from my scrap bin suggests it affects a significant fraction of my cases in regular use.
It was found a century ago that drawing and extruding of brass created sufficient internal stresses to promote SCC, and it seems very likely that firing and resizing would eventually do the same. It is furthermore probable that case neck annealing, properly applied, would mitigate neck cracking due to SCC, as this is the very reason that neck annealing was adopted by ammunition plants around the world almost a hundred years ago. More work is planned to examine this possibility further.
Conclusions
Ten cases were successfully fired to destruction in a one day test under conditions intended to impart the greatest amount of cold work possible to the brass. The results were compared to a sampling of cases that had failed during regular use under “real world” conditions. Based on the observations and test data, the following conclusions are drawn:
- Usable life of cases under conditions of straightforward work hardening resulting from loading and firing was quite extended, with the test cases averaging over 20 firings each before succumbing to longitudinal neck splits.
- The life spans and failure modes observed in the test cases did not correspond well to those observed in real world neck failures of reloaded brass cases, suggesting that in actual usage most neck splits are not caused by a mechanism of work hardening.
- Although work hardening did occur in the test cases, it did not appear to impair their functionality and several lasted through many firings at high hardness levels.
- Average velocity was not affected by the number of firings accumulated by the cases. Extreme spread and standard deviation of velocity improved slightly with increased use of the cases.
- The test cases examined failed in a fully ductile manner, with no evidence of embrittlement regardless of the level of work hardening.
- A significant fraction of the cases that failed under real world conditions appear to have failed by a mechanism of stress-corrosion cracking, which may well be promoted by the stresses imparted by the firing and loading processes.
- A simple method to test for remaining ductility was demonstrated. This may be useful to shooters as any case that exhibits a neck crack with brittle appearance but passes the reverse bending ductility test has probably failed by the mechanism of SCC.
©2019 Ballistic Recreations, Inc.