Stress-Corrosion Cracking Susceptibility in Reloaded Cases
Gary Chambers
October 2, 2019
Introduction
A great many guides on the handloading of ammunition discuss only work hardening as a potential mechanism responsible for the cracking of case necks in reloaded brass cases. Recent experiments however have shown that multiple mechanisms may be in play, and in particular some indications suggest that a significant number of cases used in practice may fail due to stress-corrosion cracking (SCC)1.
SCC has been a known problem with drawn and extruded brass products since at least the beginning of the 20th century. Early investigators referred to the issue as “season cracking”, some say because it had a tendency to occur during certain seasons of the year, while others claim it was an analogy to the appearance of cracks in seasoned wood2,3. Whatever the etymology, intensive research into the issue was carried out by many institutions and by the mid 1920’s it was understood that the cracking was the result of a corrosion mechanism with a prerequisite of sustained tensile stresses4. With this in mind the growing group of experts studying the mechanism began to refer to it as stress-corrosion cracking, though those who dedicated themselves to the specific study of cracking in brass cartridge cases sometimes stuck with the older term.
SCC is usually described as requiring three elements: a susceptible material, a corrosive environment, and the presence of sustained tensile stresses. Removing any one of those elements will prevent the occurrence of cracking. This sounds simple but for the handloader looking to avoid cracking of his cartridge cases the options are actually rather limited. The material, brass, is so well established in the field and offers so many attractive benefits that it is not likely to be replaced anytime soon. The corrosive environment it turns out is quite ubiquitous. The culprit originally identified in cases of failed brass articles was ammonia (NH3), but later research eventually showed that brass could also be cracked by similar nitrogen compounds such as amines (-NH2) and nitrogen oxides (NOx)5,6. Since smokeless powder is a mixture of nitrated cellulose and other chemicals (including amines) that tends to release ammonia and nitrogen oxides as it ages in storage, and since all of these nitrogen compounds tend to convert to nitrogen oxides when they burn, there is a strong case to be made that the smokeless powders we use are by themselves a big contributor to the problem of SCC in brass cases. Add in all the other sources of combustion in air that are known to release NOx (industrial burners, home furnaces, automobiles and small engines, etc.), and it becomes clear that it may be hopeless to mitigate SCC by eliminating the corrodent from the equation.
Thus the most practical approach is to avoid having tensile stresses in the brass sufficient to promote SCC. There are two sources of such stresses. Forming of the case using deformation to make the appropriate shapes is known to leave residual stresses in the material, some of which will be tensile in nature. Also there is the tension created in the neck by holding the bullet. If the magnitude of the residual stresses plus the neck tension is above the threshold stress, the cartridge will be susceptible to SCC. If the residual stresses are by themselves above the threshold stress the case could crack even before being assembled into a cartridge.
Neck tension is of course necessary in a loaded cartridge, as without it the bullet would not reliably stay in place, though we theoretically do have some latitude to make sure neck tension is not any higher than it needs to be. But the residual stresses serve no desirable purpose, and it is for this reason that factory bottlenecked rifle ammunition has for almost 100 years gone through an anneal of the necks after the final forming operation. The anneal greatly reduces the stresses in the material of the case shoulders and necks, and virtually eliminates the possibility of cracking in storage.
It is no great leap then for the reloader who is experiencing neck cracks suspected to be caused by SCC to consider annealing his case necks to prolong the life of his cases. But can we be sure that SCC is a realistic mechanism in reloaded brass cases, and if it is, how many workings of the case can be expected before it becomes a problem? This experiment is intended to answer those questions.
Procedure
A number of brass cases were prepared for this test. All cases were new, unprimed Hornady brand .223 Remington, lot# 4151354. The cases were loaded on the same mobile loading bench and equipment as described in the previous study on cold work failures in brass1. Firing was done in the same AR-15 semi-auto rifle also mentioned in that work. Loading and firing were conducted to produce five loaded cartridges in each of five groups, as shown in the following table:
Table 1: Test Specimen Groups

A simple and inexpensive environmental test chamber was made from two 19 litre HDPE plastic pails. In use, the chamber had a perforated false floor that allowed free movement of vapours from the liquid vault up to the test specimen chamber. The liquid vault contained a solution of potable water with clear household ammonia, and a 100w submersible aquarium heater with built in thermostat. The heater was used at maximum setting (32°C), so that the warm ammonia solution would heat the air in the liquid vault and saturate it with humidity and ammonia. The warm vapour would then rise into the relatively cool test specimen chamber and condense on all surfaces.





The specimen cases, assembled into cartridges, were loaded into HDPE strip holders that hold five rounds each. For the first ten days of the test the holders were placed in the specimen chamber so that the cartridges stood upright, the liquid vault contained a solution of 10ml ammonia in 2.0l of water, and the apparatus was used without insulation. At the conclusion of the test the specimens were assessed visually for cracks in the neck area.

At this point it was decided to make the test more aggressive. More holes were drilled in the false bottom. The holders were placed in the specimen chamber such that the cartridges lay horizontal, as that was perceived to block the holes in the false floor to a lesser degree. The solution was increased to 30ml of ammonia in 2.0l of water, and the apparatus was wrapped in cotton cloth to help with heat retention. The test was run in this configuration for five additional days. The specimens were again assessed visually for cracks in the neck area, but were also assessed a second time, this time using Dye Penetrant Inspection (DPI) to aid detection.
DPI is a simple and straightforward non-destructive examination technique that greatly enhances crack detection at a modest cost and without requiring specialized training to use. It is a system of three aerosol cans, comprising a red dye, a solvent cleaner, and a powdery, white developer. DPI is in regular use in industry and can usually be found at even moderately well-stocked welding supply stores. My cost in 2019 was about $35 Canadian dollars for all three cans.

In use the material of interest is sprayed briefly with the dye, which then is allowed to sit for several minutes so the dye can be pulled into any tight spaces by capillary action. Next, a rag soaked in the solvent is used to wipe the surfaces clean. It is important that surfaces be wiped clean, rather than sprayed or flushed with liquid cleaner. Finally, a thin layer of the white developer is sprayed over the area. Any red dye that is hiding in cracks or crevices will be pulled out into the developer, staining it a bright red that is very easy to see.
Cases that passed DPI without evidence of cracking were loaded into the AR-15 rifle and fired, then inspected again for cracking using DPI.
Results and Observations
The table summarizes the results of the environmental chamber test.
Table 2: Results of Exposure to Ammonia Environments
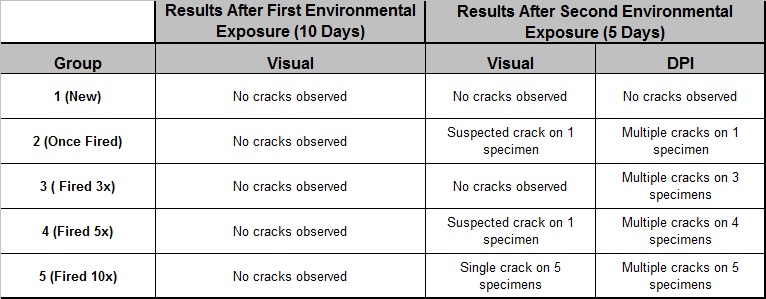





The cartridges that showed no cracking at the end of the environmental tests functioned normally when fired, and the follow up with DPI did not find any cracks after firing, either inside or outside of the case necks.
A case from group 5 was subjected to the remaining ductility test that was described in the study into cold work. The neck was successfully flattened and bent into a reverse circle without forming any new cracks.
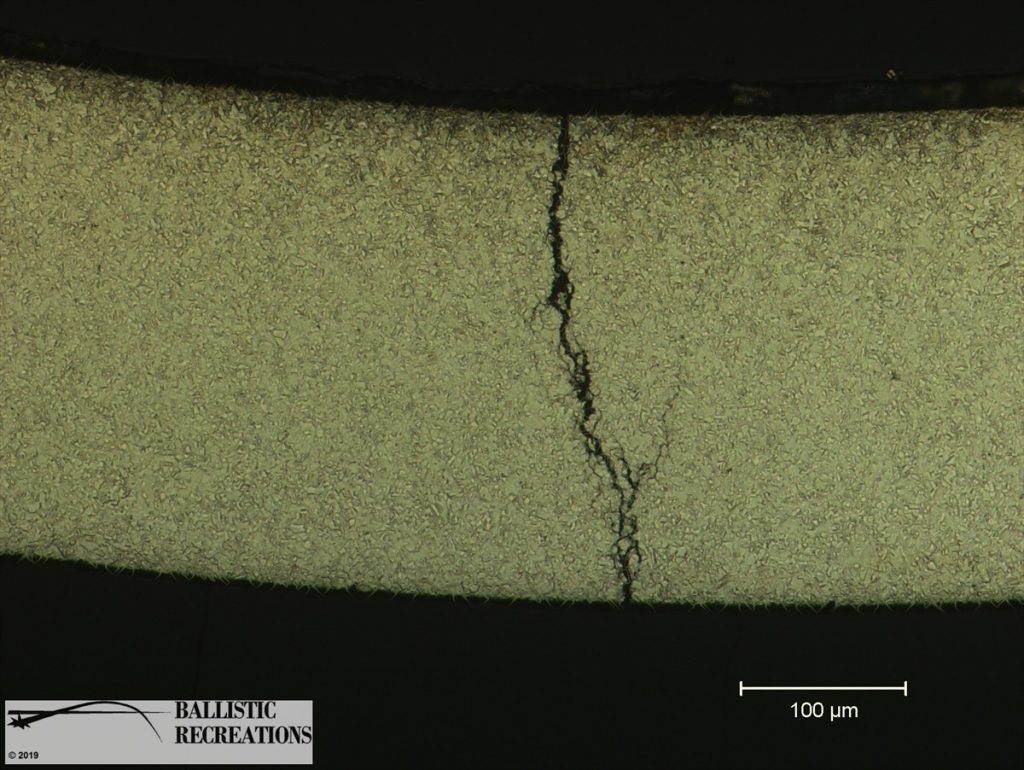
A case from group 3 that had cracked was submitted to a commercial lab for hardness testing and metallographic imaging. Hardness of the case neck was found to be 162 HV (average of 3 indents, 300g load). The cracking in the case neck was found to be branching and intergranular in nature. The crack originated on the outside of the case neck and propagated through to the inside with no indication of material deformation anywhere along the crack path.
Discussion
The results clearly indicate that the process of loading and firing brass can impart sufficient stress to a brass case that failure by SCC becomes a very real possibility within just a few firings. In the test some susceptibility to SCC was observed even in a group of cases that had been fired just one time, and susceptibility increased steadily as the cases accumulated additional cycles of use. Importantly, cases that were factory new (presumably with necks in the annealed condition) did not show any susceptibility to SCC over the course of the test.
The confirmation that SCC is a realistic failure mechanism in reloaded cases has some significant implications for the reloader:
– Since SCC is a corrosion mechanism that takes time to initiate and progress, it means cases failing in this way are cracking in storage, not during firing or reloading, though the cracks may not become visible until the case is fired;
– Depending on the level of residual stresses in the case neck it is possible that a case stored empty would not be susceptible to SCC, but the same case stored as loaded ammunition would be;
– Case life studies that track only number of firings, and make no mention of how the cases were stored throughout the test and for how long, are missing crucial information and are probably of limited usefulness
The cracking produced by SCC had a brittle appearance with no deformation of the material along the crack path, yet good ductility as demonstrated by the reverse bending test. These characteristics are similar to those seen in the “real world” examples of failed cases presented in the study of cold work on brass cases, and very different from the fractures observed in cases cold worked to destruction under controlled conditions. This lends good support to the theory that at least a portion of the real world cases failed by SCC.
In terms of the test procedure used in this study, the environmental chamber constructed showed promise as a cost effective way in which to test the susceptibility of brass to SCC, though obviously the inconsistent test conditions used are less than ideal. Some additional runs with the apparatus to refine the procedures will be necessary to make the most of the system and to produce repeatable results going forward. It was also clear that visual inspection is not sufficient to determine the presence of cracking. DPI was a much more sensitive inspection technique and proved to be entirely practical for the purpose.
Conclusions
A selection of brass cartridge cases with varying history of use were exposed to a humid, ammoniacal environment in a test chamber of economical design. As a result, the following conclusions are presented:
– Brass cartridge cases are sufficiently stressed so as to have some susceptibility to stress-corrosion cracking (SCC) in the necks if they are assembled into cartridges after being fired just once.
– Susceptibility to SCC increased steadily with additional cycles of loading and firing, so that 100% of cases fired ten times were susceptible to cracking under the conditions of this test.
– Cases that were assembled into cartridges without having been previously fired did not exhibit any susceptibility to SCC under the test conditions.
– The cracking observed exhibited a brittle appearance despite the material retaining significant ductility, consistent with features observed in a sampling of cases that failed in practical use in a previous study.
– An environmental test chamber capable of conducting useful SCC testing can be constructed for very reasonable cost.
– Dye penetrant inspection is a practical and affordable inspection technique for this application and was much more sensitive to the presence of neck cracks than the human eye.
References
1 G. Chambers, Cold Work As A Failure Mechanism In Reloaded Brass Cartridge Cases, published online at https://ballisticrecreations.ca/salt_home/annealing-knowledge-centre/experiment-1-cold-work-to-failure (2019)
2. J.R. Davis (Editor), ASM Specialty Handbook: Copper and Copper Alloys, ASM International (2001), p. 419
3. W.H. Bassett, The Causes and Prevention of Corrosion Cracking, Proceedings of the 21st Annual Meeting, American Society for Testing Materials, Vol. XVIII, Part 2 (1918), p.153
4. H. Moore et al., The Season-Cracking Of Brass And Other Copper Alloys, Journal of the Institute of Metals, Vol. 25 (1921), p.35
5 H. Rosenthal & A.L. Jamieson, Stress Corrosion Cracking Of 70/30 Brass By Amines, Transactions AIME, Vol. 156 (1944), p.212
6. H.H. Uhlig & J. Sansone, Stress Corrosion Cracking Of Brass In An Air Conditioning System, Materials Protection (National Assoc. Corrosion Engineers), Vol. 3 (1964), p.21